
Tento návod v několika krocích popisuje, jak vyrobit vlastní vykrajovátko na vánoční cukroví pomocí 3D tisku, jaký budete potřebovat software, na co si dát pozor nebo jak se o vytištěné vykrajovátko starat. Nalezne zde také stručné instruktážní video s obsluhou software Inkscape, TinkerCAD a Průša Slicer.
Pokud jsme v minulosti chtěli vyrobit vlastní vykrajovátko na vánoční cukroví, sháněli jsme měděný pásek plechu nebo si pásek stříhali z hliníkových plechovek od pití. Z něj jsme pak vykrajovátko tvarovali podle nakreslené šablony. Kdo to někdy zkusil, ví, jak je celá výroba náročná na přesnost. Pokud neuděláme ohyb kolmo, vykrajovátko nebude rovné, nebude dosedat celou plochou, případně se bude kroutit. Nová doba nám však dává nové technologie. V případě vykrajovátek na cukroví, je to technika 3D tisku.
Přehled
 Obtížnost:
Obtížnost:
K výrobě vlastního vykrajovátka potřebujete základní znalost kreslení vektorové grafiky a 3D modelování.
 Vybavení:
Vybavení:
Nezbytné vybavení je 3D tiskárna.
 Čas:
Čas:
Nakreslení a vymodelování první předlohy pro tisk mi zabralo jeden večer. Záleží na složitosti předlohy.
 Peníze:
Peníze:
Použitý SW je zdarma, náklady na materiál jsou pouze filament.
Použité vybavení
- Inkscape – program pro kreslení vektorové grafiky
- TinkerCAD – program pro vytváření 3D modelů
- Prusa Slic3r – program pro vygenerování souboru k 3D tisku
- 3D tiskárna
Postup
Nakreslíme vykrajovátko v 2D

V grafickém programu nakreslíme obrys vykrajovátka. Já používám Inkscape, který je opensource a naleznete k němu velké množství návodů. Ve vektorové grafice jsem stále začátečník, ale pár obrázků jsem už překresloval, takže jsem měl kočičku nakreslenou za pár minut. Pokud jste nikdy nic nekreslili, zkuste třeba web inkscapers.cz nebo youtube návody. Když máme obrázek nakreslený, je důležité udělat několik dalších kroků.
- Obrázek zrcadlově otočíme. Zvláště, pokud obsahuje texty.
- Nastavíme požadovanou velikost vykrajovátka. Jakékoliv pozdější změny velikosti u 3D modelu budou měnit i tloušťku stěny vykrajovátka.
- Nastavíme tloušťku čáry podle velikostí, které naše tiskárna dokáže vytisknout. Já používám 0,4mm pro vytištění jednoho perimetru (jedné dráhy pohybu trysky 3D tiskárny), pro vytvoření co nejtenčí řezací hrany vykrajovátka. Dále pak 0,8mm pro stěnu vykrajovátka, která je tak složena z dvou perimetrů. Plochu vykrajovátka, na kterou tlačí ruka, nastavuji na sílu 2 nebo 4mm. Záleží na velikosti a tvaru vykrajovátka.
- Obrys čáry převedeme na křivku. Pokud toto neuděláme, aplikace TinkerCAD považuje nakreslený tvar za jednolitou plochu a neukáže nám jen obrys.
- Nakreslený tvar uložíme v SVG formátu.
Převedeme vykrajovátko do 3D

Jako 3D modelář začátečník používám bezplatnou aplikaci TinkerCAD. Pro vytvoření předlohy pro tisk vykrajovátka je téměř ideální.
Vytvoříme nový projekt a naimportujeme všechny vytvořené SVG soubory. Aplikace každé vrstvě dá automatickou výšku 1cm. Tu postupně u všech vrstev změníme na námi požadovanou. Dáváme při tom pozor, abychom objekty neposunuli do strany. Importované obrázky jsou totiž automaticky vystředěné a zarovnané.
Podle tvaru vykrajovátka doplníme výztuhy. Výztuhy umísťujeme tak, abychom nevytvořili uzavřená místa, která se budou špatně čistit. Je také dobré ponechat dostatečně velké otvory pro případné vymačkávání vykrojeného těsta ven z vykrajovátka. Hotové vykrajovátko exportujeme jako STL soubor.
Abyste si Pejska a Kočičku nebo i další vykrajovátka nemuseli sami kreslit, modely najdete na mém profilu na webu TinkerCAD.
Vygenerujeme G-code pro tisk

Vytvořený STL soubor otevřeme v aplikaci Prusa-slicer. Model by měl mít již správnou velikost a není potřeba upravovat jeho rozměry.
Abychom předešli děravým stěnám vykrajovátka, necháme v záložce „nastavení tisku“ pro celý model vypnutou možnost „Detekovat tenké zdi“. Jedná se o výchozí nastavení, takže nemusíme nic měnit. Bez detekce tenkých zdí ale bohužel nevytiskneme poslední tenkou řezací hranu. S tím nám pomůže „Modifikátor Výškového rozsahu“.
Ve Sliceru, v zobrazení 3D editoru, klikneme na model pravým tlačítkem myši. Objeví se nám nabídka možností, ze které vybereme položku „Modifikátor Výškového rozsahu“. Výškový rozsah nastavíme jen na poslední část modelu, kterou jsme kreslili čárou 0.4 mm. Dáme při tom pozor na přesné nastavení, i na výšku vrstvy, abychom nevytvořili prázdnou vrstvu (zmíněno v chybách tisku, dále v článku).
Přepneme se do „režimu expert“ u vrstvy výškového rozsahu klikneme na ikonu ozubeného kola. Z menu vybereme „přidat nastevní“ > „vrstvy a perimetry“ a zatrhneme volbu „Perimetry“ a „Detekovat tenké stěny“.

V nově vytvořeném nastavení pro vrstvy rozsahu nastavíme položku perimetry: 1 a zaškrtneme položku „Detekovat tenké zdi“. To nám zajistí opravdu tenkou hranu, kterou půjde krájet těsto. Nakonec vygenerujeme G-code a můžeme jít tisknout.
Videonávod
Výše popsaný postup je k dispozici také ve formě video návodu. Dne 17.12.2020 proběhla aktualizace návodu – část popisující činnosti ve Sliceru. Nové informace zatím nejsou zahrnuty ve videonávodu.
Postprodukce a očištění vytištěného dílu
Nově vytištěné vykrajovátko na 3D tiskárně bude nejspíš trošku „chlupaté“. Mám na mysli malé nitky filamentu, které za sebou může táhnout tisková hlava a určitě nevznikají tím, že tiskneme Pejska s Kočičkou. Pokud tiskneme z PLA, stringování se většinou tolik neobjevuje. Při tisku z PET-G je to častější.
Před použitím vykrajovátka odstraníme všechny plastové „chlupy“. Nechceme přeci, aby se nám během vykrajování odlámaly do těsta a my pak na Štědrý den chroupali upečené mikroplasty.

Možné způsoby odstranění plastových „chlupů“ z výtisku
- Vykrajovátko jednoduchého tvaru má většinou jen několik málo chlupů, které lze odtrhnout pinzetou.
- Běžné místo, kde vznikají malinké chlupy, je v místě místě začátku a konce vrstvy. V závislosti na jejich umístění je můžeme odřezat ostrým odlamovacím nožem.
- Na odstranění tenkých chlupů můžeme použít i horkovzdušnou pistoli. Opatrně ofoukáme výtisk a dáváme pozor, aby se nám tenké hrany nezkroutil. Mělo by stačit 200 °C po dobu 1 až 2 vteřiny. Tento postup se mi na vykrajovátkách neosvědčil.
- U některých materiálů lze chlupy odstranit chemicky, například acetonem. Tento postup bych však pro čištění vykrajovátek na cukroví nedoporučoval.
Požadavky na hygienický design
Pro výrobce zařízení a materiálů pro potravinový průmysl existuje velká spoustu norem, doporučení a nařízení. Pokud si vykrajovátko vyrábíme sami sobě, asi by nám to všechno mohlo být jedno, ale je dobré mít představu že něco takové existuje a že tyto normy vznikly kvůli ochraně našeho zdraví.
Sám se v této oblasti vůbec neorientuji, takže následující výčet nemusí být úplný, ale jedná se o informace, které jsem zjistil při samostudiu, které mně přišly zajímané nebo ty, které nechci zapomenout.
Nezávazné (normy):
- Norma EN ISO 14159 pro hygienickou konstrukci zařízení
- Norma EN 1672-2 + A1 (harmonizovaná s EC-42-2006) pro hygienickou konstrukci vyjmenovaných potravinářských zařízení
- EHEDG pro design zařízení a instalací a materiály
Závazné (nařízení vlády):
- Nařízení ES-1935-2004 pro materiály v kontaktu (V-38-2001 Sb. o hygienických požadavcích na výrobky určené pro styk s potravinami a pokrmy)
- Nařízení ES-10-2011 pro plasty
- Právní úprava pro zařízení: 852/2004 EC – příloha II, kapitola V
Jaké požadavky na hygienický design zohlednit při výrobě vykrajovátka
- Vnitřní úhly a rohy musí být snadno čistitelné.
- Je třeba se vyhnout ostrým rohům ≤ 90° (Tento požadavek asi splní málokterý tvar vykrajovátka).
- Rohy s úhly menšími než 135° musí být hladké a musí mít minimální poloměr 3 mm (nejlépe více než 6 mm). Tento požadavek je spíše pro konstrukci větších celků, jako skříně, kryty zařízení atd.
- Drsnost zdánlivě hladkého povrchu Ra < 0,8 μm (tohle s technologií 3D tisku nemáme nikdy šanci splnit, ale je dobré si to uvědomit.)
- Mnoho plastových materiálů může při tření hromadit elektrostatický náboj, což přitahuje prach a bakterie, které pak přilnou.
- Materiály použité v hygienickém designu jsou zmiňovány např. PTFE, FEP, PFA.
- PTFE filament jsem nalezl jen na zahraničních e-shopech a nevypadá to, že by se vyráběl právě kvůli vhodnosti pro použití ve styku s potravinami, spíše je zmiňována jeho odolnost a vhodnost pro výrobu například ozubených kol.
- FEP filament zase potřebuje celokovový hotend (kvůli vysoké teplotě tání) a uvádí se u něj během tisku toxické výpary.
- PFA filamenty jsou k dostání jen na čínských shopech, kde bych o vhodnosti pro použití v kontaktu s potravinami dost pochyboval.
- Jako správný směr mi tedy vychází použití nějakého FCM (Food Contact Material) filamentu.
- Někdy se objevuje označení Food grade plasty/polymery (nařízení EC-10/2011), například: PE – polyetylén, PP – polypropylén, PC – polykarbonát.
Ačkoliv je PLA biologicky rozložitelné a materiál sám o sobě hygienicky nezávadný, nedoporučujeme jej pro tisk 3D nádob s opakovaným použitím pro jídlo a pití. Důvodem jsou mikroskopické trhliny na povrchu, kde se mohou časem usadit bakterie. Tomu lze zamezit speciální vrstvou, která povrch uzavře.
Citace z https://prusament.com/cs/materials/prusament-pla/
Jak pečovat o vytištěné vykrajovátko

V tištěné struktuře vykrajovátka budou více, či méně zůstávat zbytky těsta, na kterých se mohou množit mikroorganismy. Opět v tomto tématu nejsem odborník, ale předpokládám, že na druh mikroorganismů bude mít zásadní vliv složení těsta (např. zda bylo v těstu použito vajíčko). Očekávám mikroorganismy hodné, ale i ty zlé. Například, při kynutí těsta v ošatce, se ošatka vysype moukou, ale ošatka se nikdy nemyje. Jak k danému tématu přistoupíte vy, je čistě na vás. Já zaznamenal tyhle přístupy k hygieně 3D tištěných vykrajovátek.
- Vykrajovátko vytištěné na 3D tiskárně je jednorázová pomůcka v hodnotě několika korun. Když vykrájím těsto, tak vykrajovátko vyhodím. Až budu vykrajovátko příště potřebovat, vytisknu si ho znovu.
- Vykrajovátko po použití omyji teplou vodou s běžným čistícím prostředkem na nádobí. Odstraním všechny zbytky nalepeného těsta. Vykrajovátko nechám dobře oschnout a uložím ho na suché místo. Případné bakterie jsou během pečení zahubeny.
- Nevím, z čeho je plast vyroben, jaké má certifikace, jak vysoká je příměs recyklátu a co se z plastu může uvolňovat. Vykrajuji přes mikrotenový pytlík nebo potravinářskou fólii, čímž zamezím přímému kontaktu těsta s plastem.
Tipy a triky jak vytisknout kvalitní vykrajovátko
Přerušená nebo roztrhaná stěna vykrajovátka
V programu Inkscape jsme sice nakreslili krásně hladké linie, ale ty bohužel aplikace TinkerCAD trochu narovná a naláme. Díky tomu se může v některých místech změnit síla stěny a Slicer v tomto místě udělá přerušení. Těmto problémům se lze vyhnout vhodným nastavením ve Sliceru (informace budou doplněny do odstavce o generování G-code pro tisk).

Stringování v poslední vrstvě
Když tiskárna ukončí tisk a tisková hlava odjíždí od výtisku, občas tryska odtáhne silnější vlákno. Zatím jsem nezjišťoval, co proti tomu dělat. Až načerpám více znalostí s 3D tiskem, doplním sem další informace.


Chlupatý spoj stěny vykrajovátka
Pokud vykrajovátko netiskneme v režimu vase (nedoporučuji, stěna je moc tenká), každá tisková vrstva někde začíná a někde končí. V těchto místech pak vznikají naše chlupaté výtisky. Chlupy jsou materiál navíc, který za sebou táhne tisková hlava, při přejezdu na nové místo. Jejich vznik omezuje parametr retrakce.
Retrakce zajišťuje zatažení filamentu zpět do tiskové hlavy a ovlivňuje, kolik materiálu ještě z trysky vyteče, i když už by nic téct nemělo.
Další chlupaté tisky, stringování
Na vyřešení problémů s chlupatými výtisky bohužel neexistuje univerzální rada. Takzvané stringování by mělo jít ovlivnit pomocí výše zmíněné retrakce nebo zvýšením rychlosti přejezdu tiskové hlavy. Zásadní vliv má také materiál filamentu a teplota extruderu. Častokrát stringování způsobují zbytky plastu na trysce.




Vynechání jedné vrstvy
Pokud chybně nastavíme modifikátor výškového rozsahu v aplikaci Průša-Slicer, může nám vzniknout vynechaná vrstva. Tenká řezací hrana pak nedrží na zbytku vykrajovátka a celé snažení bylo zbytečné.


Vlastní vykrajovátko je lepší
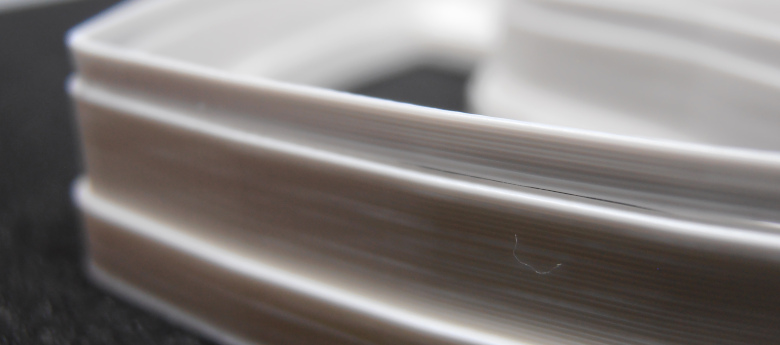
Postupem času jsem začal mít averzi na generátory modelů vykrajovátek, ale i na samotné modely vykrajovátek, které lze stáhnout z webů jako Thingiverse a podobně. Modely, zde zveřejňované, mají moc silné stěny. Stěny těsto neřežou, ale rozmačkávají a jsou spíš ke zlosti Schválně si to vyzkoušejte. A nebo se alespoň zeptejte manželky…
Šedý výtisk je stažený model z internetu, který má tloušťku stěny i řezací hrany 1 mm. Bílý výtisk je můj model, kde je řezací hrana silná 0.4 mm a stěna 0.8 mm. Stažený model navíc nemá zkosenou hranu, takže neřeže, ale rozmačkává.





Vytvořit si vlastní vykrajovátko a nepoužívat stažený model je zkrátka to nejlepší, co můžete udělat.
Vykrajovátka z 3D tiskárny pod mikroskopem
Nemám mikroskop, který by viděl bakterie, ale na kontrolu problematických míst vytištěného vykrajovátka má dostatečné zvětšení. Všechny vykrajovátka na fotografiích níže byly používány pro vykrajování perníkového těsta a následně očištěny vodou s čistícím prostředkem.
Na vykrajovátku je vidět několik nedočištěných míst se stringováním, přichycené kousky prachu a drobné zbytky těsta.


Tato plocha vykrajovátka je hrana, která řeže těsto. Je na ní největší tlak těsta a těsto se postupně zamačká do struktury plastu. Proto je nejlepší udělat řezací hranu vykrajovátka jen z jednoho perimetru a tedy s minimem spojů.

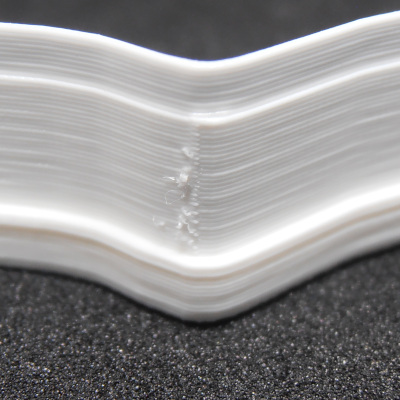
Řezací hrana stejného vykrajovátka v ostatních místech zůstává bez zbytků těsta.

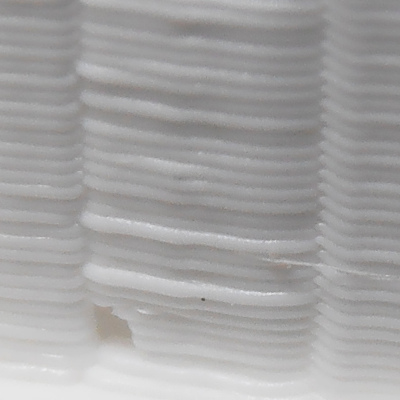
Pohled na stejné místo vykrajovátka, tentokráte z boku. V pravém horním rohu fotografie je vidět nedočištěné stringování.

Nevypadá to, že by mezi spoji jednotlivých vrstev zůstávalo více nečistot, než na jiných místech.
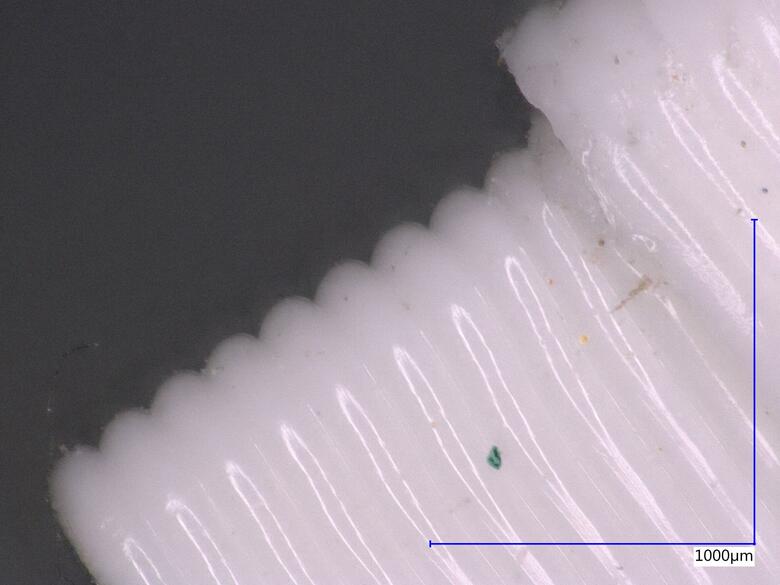
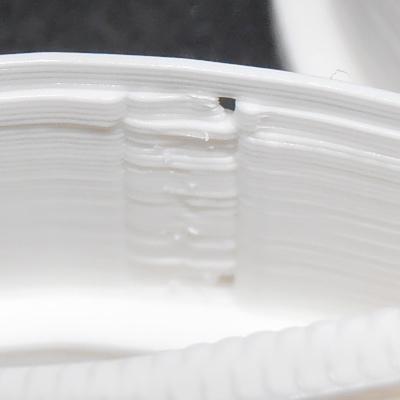
Ještě, než jsme doma měli 3D tiskárnu, manželka si někde nechala vytisknout vykrajovátka. Mezi těmi úplně špatnými, s řezací hranou silnou 1 mm, je i několik dobrých, kde je hrana složena jen z jednoho perimetru. Toto cizí vykrajovátko jsem také položil pod mikroskop. Nejvíce mě zaujala tloušťka jednoho perimetru, která je v pravidelných rozestupech rozdílná. K rozdílné tloušťce mě napadá několik příčin (rychlost tisku nebo posunu filamentu, tolerance filamentu nebo i vadný napájecí zdroj tiskárny). Zatím ale nemám dostatek znalostí o 3D tisku, tak nějaké rady časem připíšu do části tipy a triky.

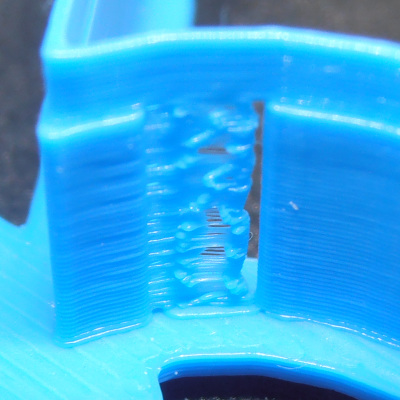
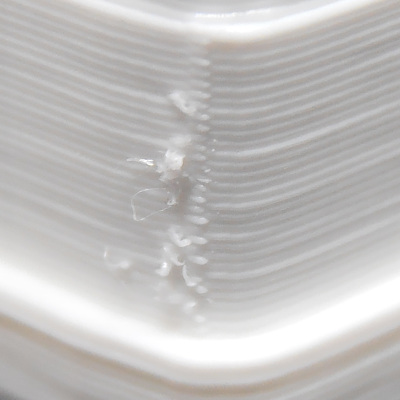
V úplných začátcích 3D tisknutí vykrajovátek jsem vyráběl Kočičku. Ještě jsem stále laboroval se sílou stěny a s nastavením Sliceru a proto jsem vytisknul úplně děravou a zvlněnou stěnu. Pod mikroskopem jsem se zaměřil i na toto místo. Chtěl jsem zjistit, zda se v tomto místě bude zachytávat více zbytků těsta než na jiných místech.

Pod mikroskopem jsem však nenašel žádné výrazné zbytky vykrajovaného těsta.

Nejčastější místa, na kterých jsem našel zbytky těsta, jsou rohové spoje a hrana v místě, kde začíná tenká řezací hrana.


Děkuji za hezký a podrobný návod. Tvorba vlastních vykrajovátek bude zřejmě důvodem k nákupu 3D tiskárny 😉
Dobrý den, mohla bych Vás poprosit o výrobu vykrajovátka? Děkuji za odpověď.. Babilonová
Odepsal jsem na uvedený e-mail